Tepelné upínání nástrojů
Úvod
V poslední době zažívá tepelné upínání nástrojů ve strojírenství velký rozmach. Ve firmách nachází stále větší oblibu a uplatnění díky svým výhodám mezi které patří rychlost, přesnost a v celkovém výsledku i výrazné snížení nákladů. Nesporné výhody se pak projevují především u náročnějších aplikacích jako je obrábění hůře a těžko obrobitelných materiálů a v neposlední řadě vysokorychlostního obrábění
Princip upínání
Princip upnutí spočívá ve využití tepelné roztažnosti materiálu, v tomto případě materiálu upínače jako takového. Ohřev a následné ochlazení upínače je základním parametrem zabezpečujícím upnutí. Zahřátím upínací části se pouzdro rozevře tak, že je možné nástroj volně nasunout (případně vysunout). Při následném ochlazení se pouzdro bezproblémů smrští a tím zachytí nástroj maximální přídržnou silou. Nutnou podmínkou bezproblémového upnutí je upínací stopka nástroje v tolerančním poli h6. Obrázek ukazuje rozložení teploty na konci průběhu ohřevu při montáži nástroje do upínače. Rozmezí zobrazeného barevného spektra zobrazuje teploty od 20°C do cca 350°C.

Materiál upínače
Někteří výrobci používají běžný materiál používaný například pro kleštinové upínače. Pro tuhle aplikaci je však tento materiál méně vhodný až nevhodný. Nedokáže opakovaně odolávat zahřívání na cca 250-350°C a následnému ochlazování bez narušení struktury materiálu. Dochází rovněž k odchylkám od požadované přesnosti. Naše upínače jsou vyráběny z materiálu jehož struktura je přizpůsobena opakovanému zahřívání a ochlazování. Struktura v tomto případě odolává teplotám okolo 500°C. Díky tomu je možno výměnu nástroje dělat libovolně často (minimálně 5000 ciklů) bez vlivu na dlouhodobou kvalitu a přesnost upnutí.
Upínání
Pro ohřev upínače – přesněj řečeno jeho koncové části (pro uchycení nástroje) se v naprosté většině případů používá ohřev pomocí indukční cívky. Ta dokáže velmi efektivně a do hloubky prohřát potřebnou část upínače. Doba takového ohřevu se pohybuje v řádu 5 sekund. Část upínače za kterou dochází k úchopu obráběcím strojem zůstává při takto rychlém ohřevu chladná. Jiné způsoby ohřevu jako například horkým vzduchem nejsou pro svoji malou intenzitu a nepřesné zacílení teplotního toku příliš vhodné. Chlazení držáku s nástrojem by poté trvalo 10 až 15 minut. Tento čas se vzhledem k nutnosti operativního použití nástroje zkracuje chlazením. Základní chlazení proudem vzduchu urychlí ochlazení na cca 2-5 minut. V některých systémech s přídavným chladičem je dobba ještě menší a to cca 1 minuta. Asi nejrozšířenější a rovněž nejrychlejší je metoda chlazení kapalinou, kde se upínač vloží (automaticky či manuálně) do chladící lázně a tím dojde k jeho ochlazení na teplotu okolního prostření. Tento cyklus chlazení trvá cca do 20 sekund.
Porovnání hodnot upínací síly (pro stopku 6mm)
Hydraulický upínač – 6.000N
Upínací pouzdro Tribos – 3.000N
Kleštinový upínač – 7.000N
Tepelný upínač – 22.000N
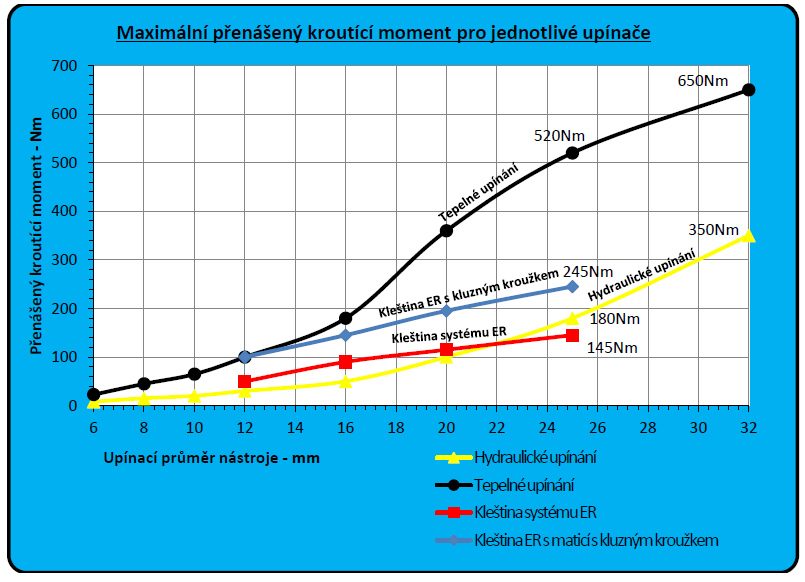
Porovnání hodnot přenášeného hroutícího momentu :
Výhody tepelného upínání:
- optimální upnutí pro stopkové nástroje
- maximální síla upnutí
- vynikající tuhost upnutí
- krátká doba upnutí při použití adekvátního zařízení (ohřev + chlazení)
- upnutí průměru 3-32mm (upínače dodávány na různé průměry)
- dlouhá životnost upínače (bez problémů více jak 5000 cyklů)
- dlouhá životnost upínače (bez problémů více jak 5000 cyklů )
- rychlé upnutí do 30 sekund (při použití adekvátního zařízení)
- komfortní upnutí
- vysoká přesnost – do 3μm (házivost dutiny pro upnutí)
- finanční efektivita (nutno hlubší analýzy konkrétních faktorů)
- lze upínat jak HM, HSS nástroje
- štíhlé provedení upínače
- delší životnost vřetena díky minimální házivosti systému upnutí
Nástavce pro tepelné upínače
Prodlužují možný rozsah použití nástroje. Umožní jednak podstatně zvýšit délku nástroje a také rozšířit dosah díky lepšímu štíhlostnímu poměru takto upraveného upínacího systému. Častá aplikace je například u obrábění hlubokých forem a modelů. Je možná i kombinace upnutí prodlužovacího tepelného nástavce do hydroupínače či případně méně přesného kleštinového upínače jak ukazuje vyobrazení. Sortiment nástvaců najdete ZDE.
Závěr
Na závěr lze bez nadsázky konstatovat, že tepelným upínačům patří nejen součastnost, ale i budoucnost v upínacích systémech obráběcích strojů v průmyslové výrobě. A že lze do budoucna očekávat ještě masivnější nasazení tohoto upínacího systému k čemuž bezpochyby přispívá nejenom cenová dostupnost těchto upínačů jako takových ale stále přijatelnější cenová hladina ohřívacích a v druhé fázi chladících zařízení potřebných na montáž a demontáž nástroje z a do upínače. V neposlední řadě k masivnějšímu rozšíření přispívá i široké spektrum kladných vlastností těchto upínačů oproti jiným způsobům upnutí nástroje.
Sortiment tepelných upínačů Habilis Steel :
DIN 69871 - ZDE
MAS BT - ZDE
HSK-A - ZDE
Nástavce - ZDE